



树脂砂处理设备、树脂砂再生处理设备、树脂砂再生回用处理设备,生产典型工艺流程,根据铸造厂车间布局及生产纲领,制定适宜方案,一般主要由旧砂回收、破碎、再生、去灰、调温、砂输送及混砂、造型、制芯等组成。
一、设计说明:
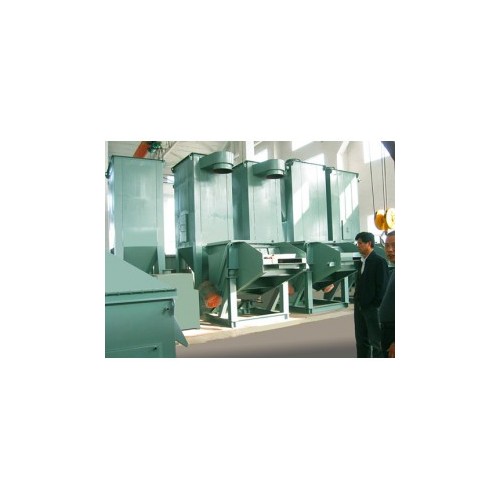
树脂砂处理设备主要用于树脂砂再生回用处理,包括呋喃树脂、酚醛树脂、pep-set树脂等,由振动落砂、一级磁选输送、振动破碎、二级磁选、脱膜再生、沸腾冷却、沙尘分离、除尘等一系列的设备处理,然后通过提升机进入沙库备用,沙库下方设置一台连续式双臂树脂砂混砂机,进行芯砂或铸件的型砂混制,如果业主需两台以上混砂机,可以配备气力输送系统一套。树脂砂再生回用设备采用一级破碎、二级再生、二级磁选、筛分和多次风选去除型砂中的粉尘的再生程序,使再生树脂砂粒型好,粒度集中度有显著提高,粒型更加合理,从而减少了树脂的加入量、降低了造型成本。由于需加入的新砂较少,因此直接将新砂掺到需再生的旧砂中,与旧砂一起参入再生过程,砂粒被磨圆而使粒型更趋合理,以降低树脂及固化剂耗量。为充分去除旧砂中的灰粉,该砂处理系统在每一个扬尘点都设置了除尘口,将粉尘集中到除尘器中进行统一处理。确保了达到粉尘排放标准,GB9078-96(粉尘排放浓度标准)要求,同时改善工作环境。
电控部分:
全线采用引进技术生产的电器元件,树脂砂混砂机采用西门子PLC可编程序控制器自动控制,各运转设备设置可靠的联锁保护系统,使全线设备操作监控简单,制约保护充分,全线的电气控制系统设备和安装符合GB/T5226-1996(工业机械电气设备通用技术条件)和国家有关的安全事故预防标准JB5545-92(铸造机械安全防护技术条件)。特点:本生产线结构紧凑、简洁、占地面积小,自动化程度高,设备投资低,生产效率高,设备经久耐用,极少需要修理。
二、注意事项:
树脂砂回用普遍存在的一个问题就是树脂、固化剂消耗高,我们公司通过多年积累的经验,帮大家分析一下原因:
1.型砂温度过高,尤其是在夏天,夏天温度本来就高,开箱以后型砂的温度非常高,有的还是火红的,不容易冷却,好将型砂冷却到40摄氏度以下,具体解决办法就是多采购的型砂使用量,加大型砂冷却砂库,不要太依靠物理降温,因为刚开箱的型砂温度大多数在5-600摄氏度,就是进入冷库也需要一定的时间才能够把温度降下来,所以一定要先自然冷却到一定程度才能够处理使用,冷却系统只是起到一个辅助作用,加快降温而已。
2.型砂粉尘过多,大多数公司生产的设备除尘系统搭配都不合理,除尘器偏小,吸风管道偏小,导致型砂处理不干净。
3.操作不当,树脂、固化剂与型砂比例控制不严格,采用PLC自动控制程序,严格控制型砂与树脂、固化剂比例。